

Pneumatic conveyor systems are a great solution for many food, chemical and plastic companies to handle powders, granules and solids within a production department.
Thanks to long experience in many years, GIMAT is able to scale, design and build a system of powder conveyors choosing from our range the best and most economical pneumatic conveyor to resolve the customer’s problem, based on the type of product and system layout.
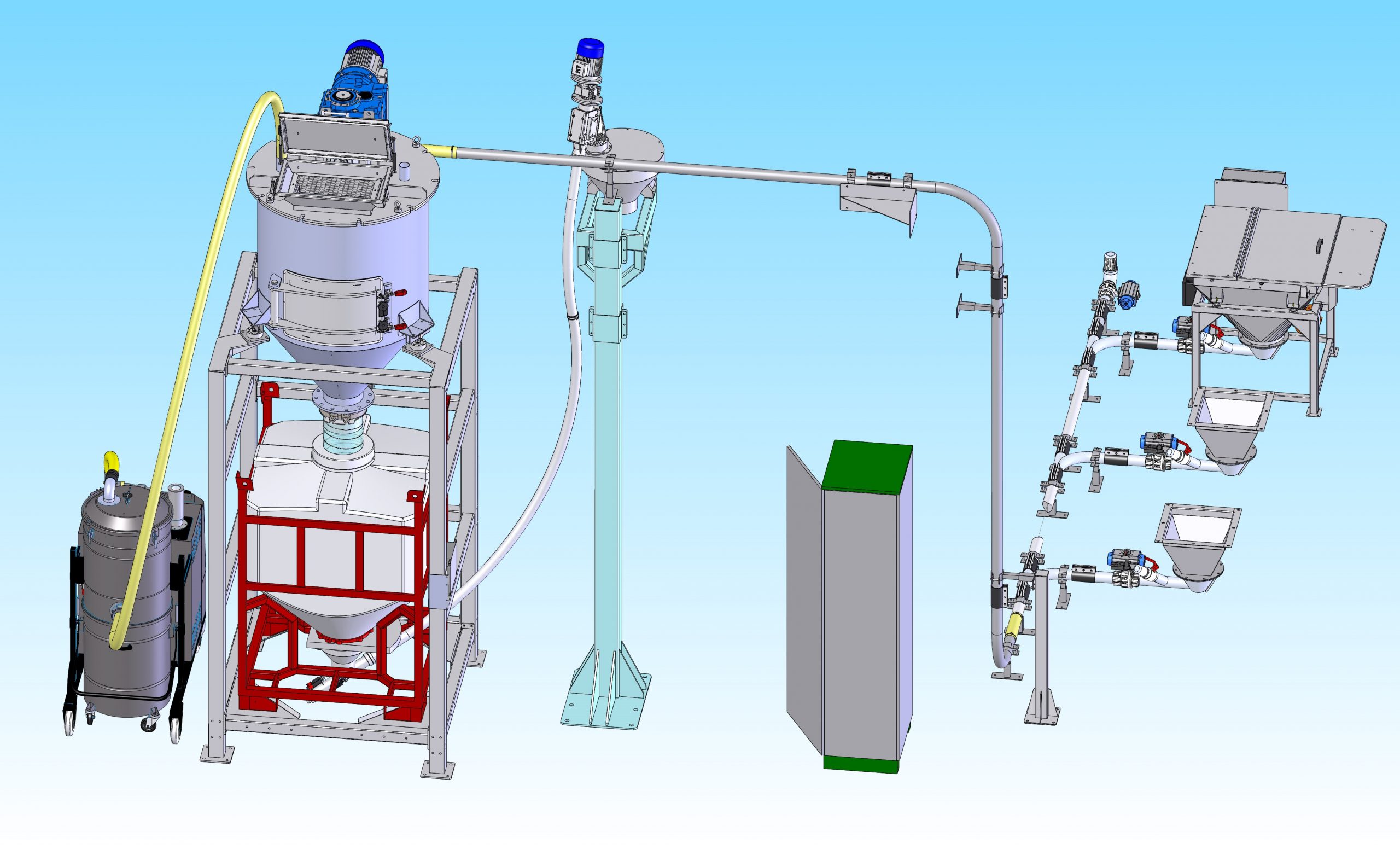
Pneumatic conveyor in diluted or in dense phase under high vacuum so as not to demix or damage the product.
The filtration units are easily removable for cleaning and are interchangeable according to the MOCA directive 1935/2004.
Electric vacuum or pneumatic pumps depending on the needs of the systems and possible classified areas according to the Atex directive.
Possibility of movement via pneumatic suction conveyor directly into Gimat vertical ribbon mixers which offer many advantages in terms of hourly capacity and ease of cleaning, in case of frequent changes of product conveyed.
The blender in this case becomes an actual separation cyclone offering high efficiency and the ability to position the filtration body at the bottom, avoiding contamination due to residues of powder on the filters from preceding productions.





")











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}